




Выбар падыходнага спіральнага свердзела для вашага праекта патрабуе разумення трох ключавых фактараў: матэрыялу, пакрыцця і геаметрычных асаблівасцей. Кожны з гэтых элементаў адыгрывае вырашальную ролю ў прадукцыйнасці і даўгавечнасці свердзела. Вось больш падрабязная інфармацыя пра тое, як прыняць абгрунтаванае рашэнне.
Матэрыял
1. Хуткарэзная сталь (HSS):
Хуткарэзная сталь (HSS) з'яўляецца неад'емнай часткай рэжучых інструментаў ужо больш за стагоддзе, цэнячыся за шырокае прымяненне і даступнасць. Свердзелы HSS вядомыя сваёй універсальнасцю, добра працуюць як з ручнымі дрылямі, так і са стабільнымі платформамі, такімі як свердзелавыя станкі. Ключавой перавагай HSS з'яўляецца магчымасць паўторнай завострывання, што павялічвае тэрмін службы свердзелаў і робіць іх эканамічна выгадным выбарам для такарных інструментаў. Акрамя таго, HSS мае розныя маркі, кожная з якіх мае розны элементны склад для задавальнення канкрэтных патрэб рэзання. Такая разнастайнасць марак сталі дадае адаптыўнасці HSS, што робіць яе універсальным і неабходным кампанентам у розных задачах апрацоўкі.
2. Кобальтавая хуткарэзная сталь (HSSE або HSSCO):
У параўнанні з традыцыйнай хуткарэзнай сталью (HSS), кобальтавая хуткарэзная сталь (HSSE) дэманструе найвышэйшую цвёрдасць і цеплаўстойлівасць. Гэта паляпшэнне ўласцівасцей прыводзіць да значнага павышэння ўстойлівасці да ізаляцыі, што робіць свердзелы HSSE больш трывалымі і эфектыўнымі. Даданне кобальту ў HSSE не толькі спрыяе яго павышэнню ўстойлівасці да ізаляцыі, але і павялічвае агульны тэрмін службы. Падобна стандартнай хуткарэзнай стальніцы (HSS), свердзелы HSSE захоўваюць перавагу магчымасці паўторнай завострывання, што яшчэ больш падаўжае тэрмін іх службы. Прысутнасць кобальту ў HSSE робіць гэтыя свердзелы асабліва прыдатнымі для больш складаных задач свідравання, дзе трываласць і ўстойлівасць да ізаляцыі маюць важнае значэнне.
3. Цвёрдасплаўны сплав:
Цвёрдасплаўны сплав — гэта металічная матрычная кампазіцыя, якая ў асноўным вырабляецца з карбіду вальфраму з рознымі звязальнымі рэчывамі. Ён значна пераўзыходзіць хуткарэзную сталь па цвёрдасці, тэрмаўстойлівасці і ўстойлівасці да ізаляцыі. Нягледзячы на больш высокую кошт, цвёрдасплаўныя інструменты вылучаюцца тэрмінам службы і хуткасцю апрацоўкі. Для іх завострывання патрабуецца спецыяльнае абсталяванне.
Пакрыццё
Пакрыцці для свердзелаў вельмі розныя і выбіраюцца ў залежнасці ад прымянення. Вось кароткі агляд некаторых распаўсюджаных пакрыццяў:
1. Без пакрыцця (яркі):
Гэта найбольш распаўсюджаны колер для свердзелаў HSS. Ідэальна падыходзяць для мяккіх матэрыялаў, такіх як алюмініевыя сплавы і нізкавугляродзістая сталь, а інструменты без пакрыцця з'яўляюцца найбольш даступнымі.
2. Пакрыццё чорным аксідам:
Забяспечвае лепшую змазку і тэрмаўстойлівасць у параўнанні з інструментамі без пакрыцця, павялічваючы тэрмін службы больш чым на 50%.
3. Пакрыццё з нітрыду тытана (TiN):
Свердзелы з тытанавым пакрыццём добра працуюць у многіх выпадках дзякуючы сваім унікальным характарыстыкам. Па-першае, пакрыццё павышае цвёрдасць і ўстойлівасць да ізаляцыі, дазваляючы свердзелу заставацца вострым пры свідраванні больш цвёрдых матэрыялаў і забяспечваючы больш працяглы тэрмін службы. Гэтыя свердзелы памяншаюць трэнне і нагрэў, павялічваючы эфектыўнасць рэзання, адначасова абараняючы свердзел ад перагрэву. Свердзелы з тытанавым пакрыццём падыходзяць для выкарыстання ў многіх матэрыялах, такіх як нержавеючая сталь, алюміній і дрэва, што робіць іх ідэальнымі для інжынерных і бытавых работ. Акрамя таго, гэтыя свердзелы хутчэй і чысцей пранікаюць у матэрыялы, забяспечваючы больш акуратную паверхню рэзу. Хоць свердзелы з тытанавым пакрыццём могуць каштаваць даражэй, чым звычайныя свердзелы, іх высокая эфектыўнасць і працяглы тэрмін службы робяць іх добрай інвестыцыяй для задач, якія патрабуюць высокай устойлівасці да ізаляцыі і дакладнага рэзання.

4. Пакрыццё з нітрыду алюмінію і тытана (AlTiN):
Па-першае, пакрыцці AlTiN надзвычай цеплаўстойлівыя, што дазваляе ім выдатна падыходзіць для хуткаснай рэзкі і апрацоўкі тэмпературна-высокатэмпературных сплаваў. Па-другое, гэта пакрыццё значна паляпшае ўстойлівасць да ізаляцыі і падаўжае тэрмін службы інструмента, асабліва пры апрацоўцы цвёрдых матэрыялаў, такіх як нержавеючая сталь, тытанавыя сплавы і сплавы на аснове нікеля. Акрамя таго, пакрыццё AlTiN памяншае трэнне паміж свердзелам і апрацоўваемай дэталлю, павышаючы эфектыўнасць апрацоўкі і дапамагаючы дасягнуць больш гладкай паверхні рэзання. Яно таксама мае добрую ўстойлівасць да акіслення і хімічную стабільнасць, што дазваляе яму падтрымліваць прадукцыйнасць у жорсткіх умовах працы. У цэлым, свердзелы з пакрыццём AlTiN ідэальна падыходзяць для хуткаснай і высокадакладнай апрацоўкі і асабліва падыходзяць для апрацоўкі цвёрдых матэрыялаў, якія складана апрацоўваць звычайнымі свердзеламі.
Геаметрычныя асаблівасці
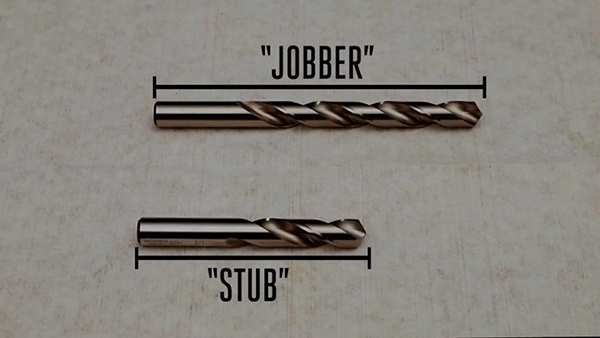
1. Даўжыня:
Суадносіны даўжыні да дыяметра ўплывае на калянасць. Выбар свердзела з дастатковай даўжынёй канаўкі для адводу стружкі і мінімальным выступам можа павялічыць калянасць і тэрмін службы інструмента. Недастатковая даўжыня канаўкі можа пашкодзіць свердзел. На рынку існуе мноства стандартаў даўжыні. Некаторыя распаўсюджаныя даўжыні - гэта Jobber, Stubby, DIN 340, DIN 338 і г.д.
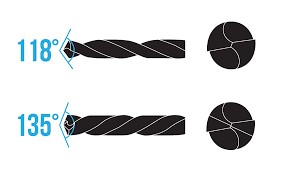
2. Кут нахілу свердзела:
Кут пры вяршыні 118° звычайна выкарыстоўваецца для мяккіх металаў, такіх як нізкавугляродзістая сталь і алюміній. Звычайна ён не мае магчымасці самацэнтравання і патрабуе папярэдняй адтуліны. Кут пры вяршыні 135°, дзякуючы сваёй функцыі самацэнтравання, выключае неабходнасць асобнай цэнтравальнай адтуліны, што значна эканоміць час.
У заключэнне, выбар правільнага спіральнага свердзела патрабуе ўліку патрабаванняў да матэрыялу, які свідруецца, жаданага тэрміну службы і прадукцыйнасці свердзела, а таксама канкрэтных патрабаванняў вашага праекта. Разуменне гэтых фактараў дапаможа вам выбраць найбольш эфектыўнае і дзейснае свердзел для вашых патрэб.
Час публікацыі: 10 студзеня 2024 г.